- Original Alfa Laval membrane systems for the dairy industry
- Solutions for reverse osmosis, nanofiltration, ultrafiltration, and microfiltration
- Certified equipment supply with manufacturer’s warranty
Key advantages of membrane technology
Precise separation of components
Highly efficient filtration at the molecular level
Reduced operating costs
Energy savings compared to conventional purification methods
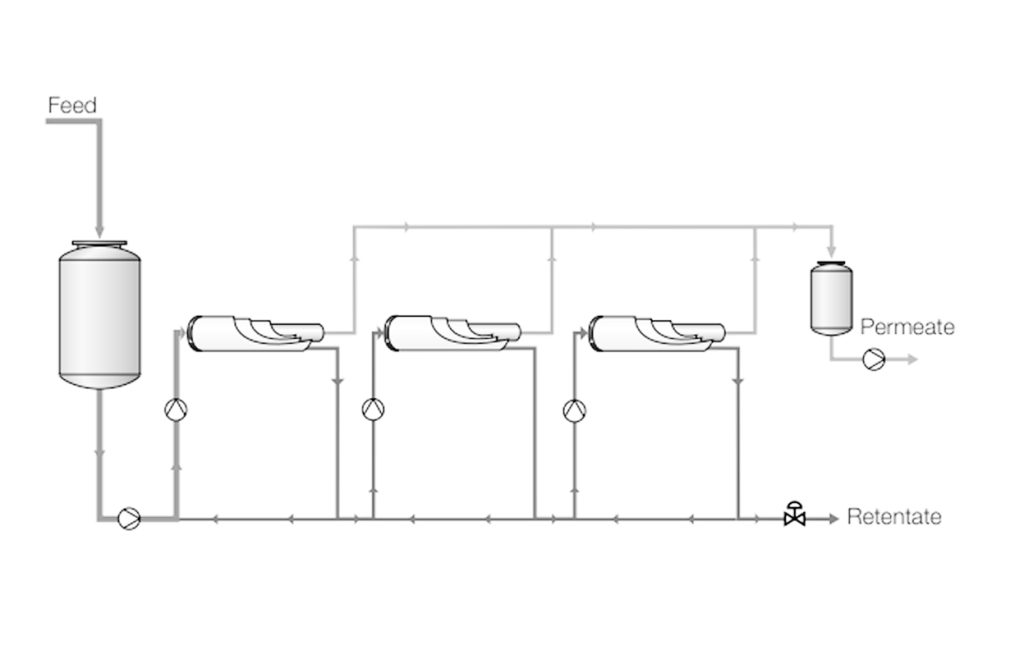
Compact and flexible systems
Modules take up minimal space and are easily scalable
Versatility of application
Suitable for food, chemical, pharmaceutical and other industries
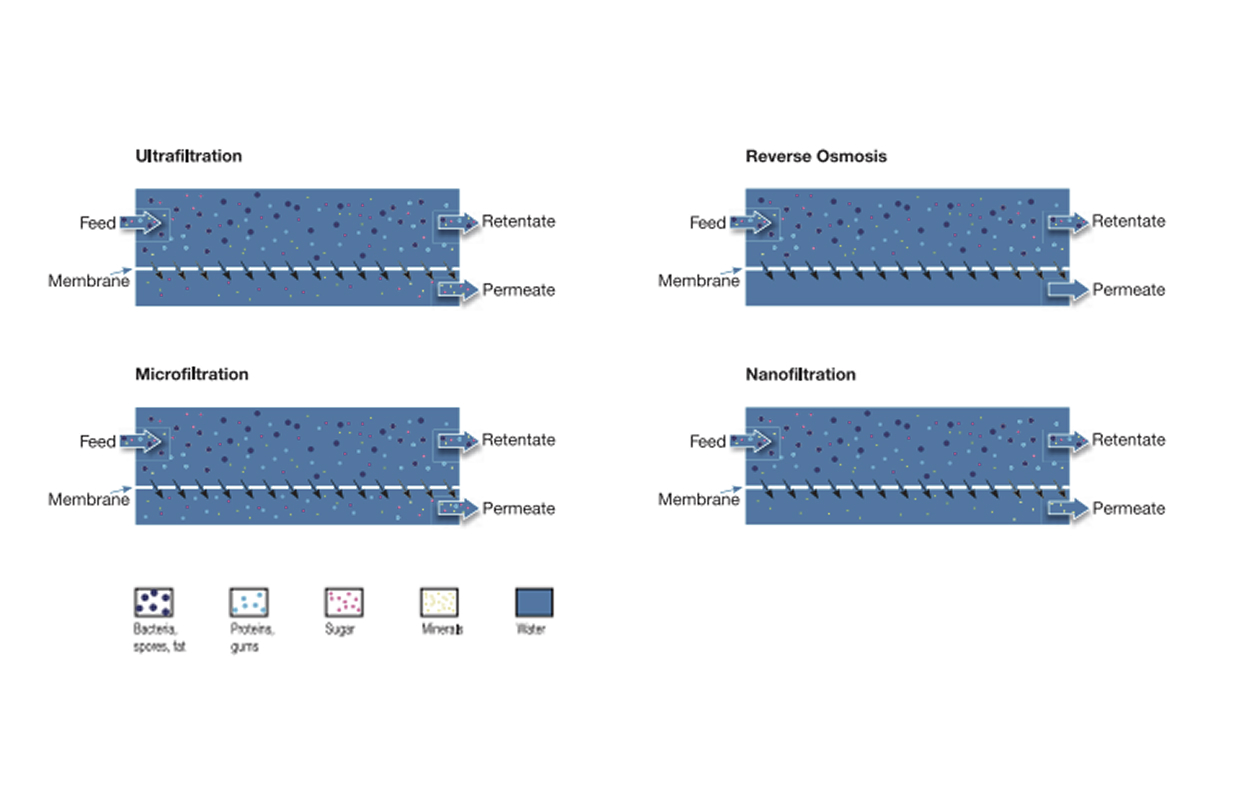
Types of membrane processes
Reverse osmosis (RO) retains all impurities, allowing only water molecules to pass through.
Nanofiltration (NF) allows water molecules and monovalent ions while retaining divalent ions and sugars.
Ultrafiltration (UF) separates proteins, microorganisms, and suspended particles while allowing sugars and minerals to pass.
Microfiltration (MF) removes bacteria, fats, and larger suspended particles.
All membrane processes operate under specific pressure gradients characteristic of each filtration type.
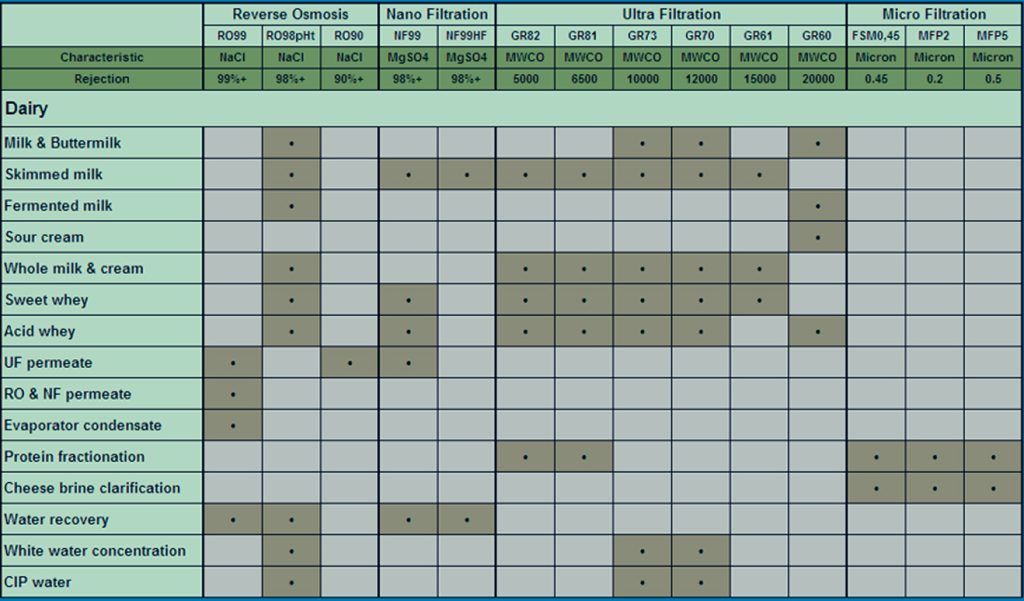
Comparison of Membrane Technologies
| Membrane Process | Retained Substances | Pore Size (µm) | Pressure (bar) |
|---|---|---|---|
| Reverse Osmosis (RO) | Monovalent ions | 10⁻⁴–10⁻³ | 30–60 |
| Nanofiltration (NF) | Sugars, divalent ions | 10⁻³–10⁻² | 10–40 |
| Ultrafiltration (UF) | Colloids, macromolecules, viruses | 10⁻²–10⁻¹ | 3–10 |
| Microfiltration (MF) | Bacteria, fats, suspended particles | 10⁻¹–10⁰ | 1–3 |
Membrane technologies are widely used in the dairy industry
- Reverse osmosis – milk concentration, demineralization.
- Ultrafiltration – protein standardization in milk, whey protein retention.
- Microfiltration – bacterial removal, brine purification.
- Nanofiltration – whey demineralization and concentration.
Applications in Cheese and Curd Production
- Ultrafiltration – increases final product yield by retaining whey proteins.
- Microfiltration – purifies brine from proteins and fats, extending its service life.

Membrane Units for the Dairy Industry
Reverse Osmosis and Ultrafiltration for Milk
| Model | Process Type | Product | Capacity (L/h) | Concentration Factor |
| ALSMFU-1000-RO-1-A | Reverse Osmosis | Whole milk | 1000 | 2.5 |
| ALSMFU-10000-UF-2-A | Ultrafiltration | Whole milk | 10000 | 2.0 |
| ALSMFU-15000-RO-2-A | Reverse Osmosis | Whole milk | 15000 | 2.0 |
| ALSMFU-4700-UF-2-A | Ultrafiltration | Skim milk | 4700 | 3.0 |
| ALSMFU-15000-UF-2-A | Ultrafiltration | Skim milk | 15000 | 2.0 |
Nanofiltration for Whey Processing
| Model | Process Type | Product | Capacity (L/h) | Concentration Factor |
| ALSMFU-5000-NF-1-A | Nanofiltration | Sweet whey | 5000 | 2.6 |
| ALSMFU-10000-NF-2-A | Nanofiltration | Sweet whey | 10000 | 3.6 |
| ALSMFU-15000-NF-2-A | Nanofiltration | Sweet whey | 15000 | 3.7 |
| ALSMFU-20000-NF-3-A | Nanofiltration | Sweet whey | 20000 | 4.0 |
| ALSMFU-4000-NF-3-A | Nanofiltration | Acid whey | 4000 | 3.0 |
| ALSMFU-8000-NF-3-A | Nanofiltration | Acid whey | 8000 | 3.0 |
| ALSMFU-12000-NF-3-A | Nanofiltration | Acid whey | 12000 | 3.0 |
Ultrafiltration and Microfiltration for Curd and Brine
| Model | Process Type | Product | Capacity (L/h) | Concentration Factor |
| ALSMFU-1000-UF-2-A | Ultrafiltration | Curd | 1000 | 5.0 |
| ALSMFU-5300-UF-3-A | Ultrafiltration | Curd | 5300 | 3.0 |
| ALSMFU-15000-UF-3-A | Ultrafiltration | Curd | 15000 | 3.0 |
| ALSMFU-4000-MF-1-A | Microfiltration | Brine | 4000 | 28.6 |